Where there is liquid, there is Bonve Pumps
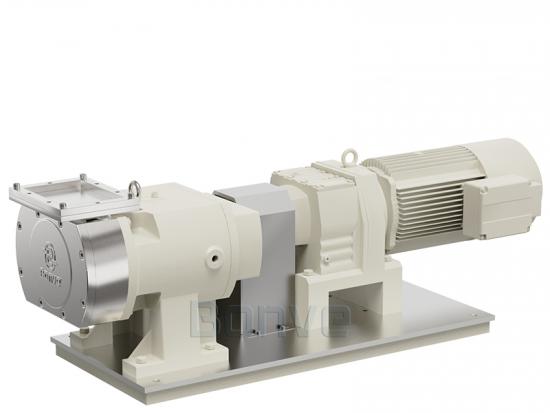
Rotary Lobe Pumps For Soy and Corn oil
Bonve Rotary Lobe Pumps are typically found in byproduct applications related to the processing of edible oils. These include gums, soapstock, and free fatty acid distillates - as well as product transfer, blending, and loadout operations.
View More
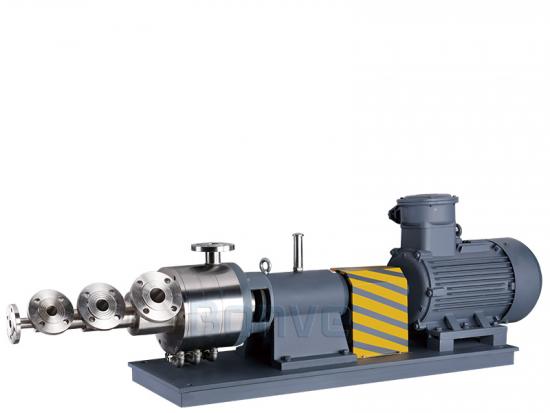
FHC Multi-port Homogenizer Mixing Pumps
FHC series are widely used in neutralization admixture of multi-material need to compound homogeneous and chemical industry process technics. The mixer can greatly simplify the traditional production processes, upgrade the production efficiency and improve the product quality.
View More
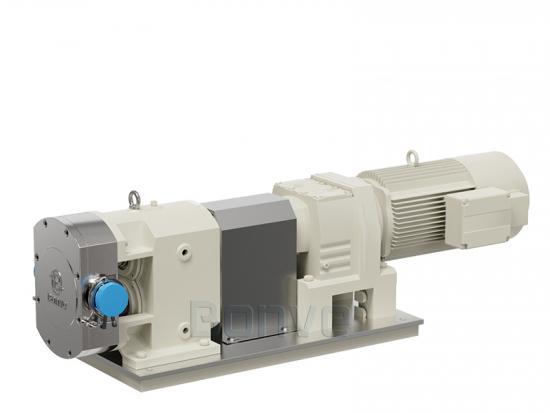
Asphalt emulsion Transfer Rotary Lobe Pump
Pumping asphalt emulsions is tricky, but Bonve chemical grade lobe pumps can be upto the challenge. With the special seal design which prevents leakage. The pump chamber is jacket designed which allows the hot oil run into it. So the pump can be heated prior to startup and make sure a successful running.
View More
Stainless Steel Rotary Lobe Pumps for High Viscosity Magma Transfer
Bonve stainless steel lobe pump is expertly engineered for transferring viscous and abrasive fluids like molasses and massecuite. Its gentle, low-shear pumping action preserves product integrity, while the robust stainless steel construction ensures durability, easy cleaning, and reliable performance in demanding sugar processing applications.
View More
High Viscosity Floury Transfer Rotary Lobe pump With Rectangle Feed Inlet
Bonve offers premium rotary lobe pumps for the food industry, focusing on hygiene and efficiency. Our stainless steel pumps are designed for high-viscosity fluids and meet global food safety standards. They feature low-shear operation to protect product quality and are easy to clean with CIP/SIP capabilities, making them an excellent choice for foo1
View More
Sanitary Grade SS316 Rotary Lobe Pump For Agar Gel Transfer
Bonve pumps, crafted with corrosion-resistant stainless steel 316 or 316L, are ideal for handling high-viscosity liquid. Their bi-wing rotor and low-rpm design prevent clogging, even with AGAR Gel. These pumps feature reliable seals and require minimal maintenance, making them a reliable choice for efficient fluid transfer.
View More
Food Grade SS316 Rotary Lobe Pumps for Jam Transfer
Bonve offers premium rotary lobe pumps for the food industry, focusing on hygiene and efficiency. Our stainless steel pumps are designed for high-viscosity fruits jam and meet global food safety standards. They feature low-shear operation to protect product quality and are easy to clean with CIP/SIP capabilities, making them an excellent choic1
View More